Only Core-Tech offers a variety of exclusive materials for maximum core performance and strength.
Choosing the correct formulation of a core material is a critical component to the success of your investment casting process. The materials we use in our ceramic cores feature excellent alloy compatibility and consistent quality.
Progress in the design and production of next-generation turbine engines continues to move at a lightning-fast pace. Aerospace and mechanical engineers working on designing tomorrow’s jet engines are placing more and more demands on their investment casting foundries for sleeker, thinner, and more complex turbine blades. This, in turn, is putting more pressure on ceramic core suppliers to be able to produce stronger and more complex cores than ever before.
Material scientists at Core-Tech, in response to requests for very complex cores that could require a trailing edge as thin as .010”, continue to develop new and improved formulations for these applications. This new formulation joins the exclusive family of materials known as DC, available only from Core-Tech. The new material is available for the aerospace industry or any other application that requires a thinner and more complex core. Engineers no longer face design constraints based on the manufacturability of a ceramic core.
The DC Family of Core Materials
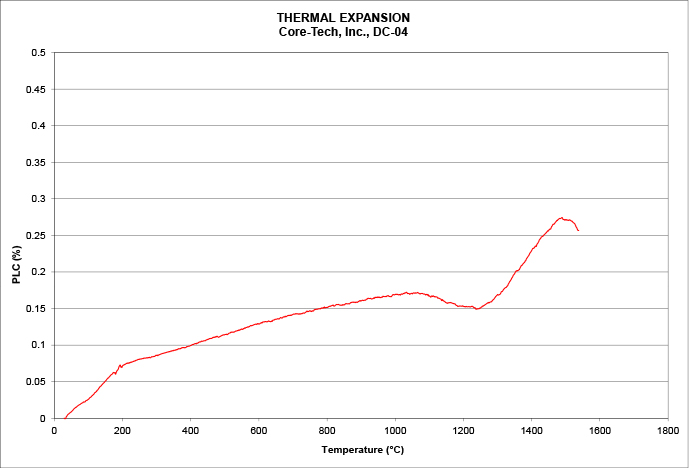
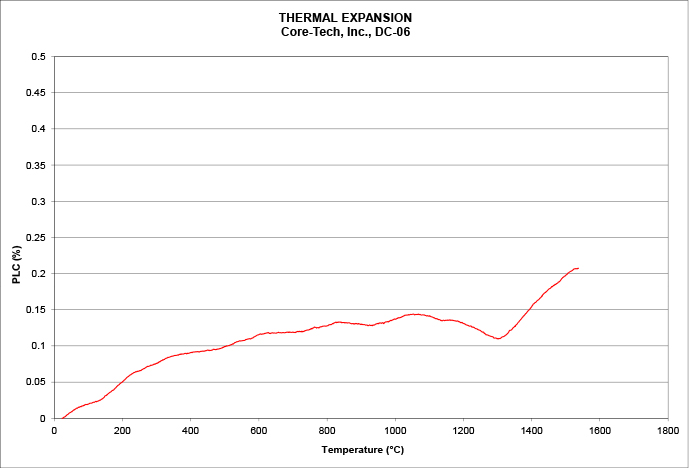
In 2010, Core-Tech developed an exclusive core material known as DC-04. This material has come to be known in the investment casting industry as the gold standard for high strength, thermal stability, and superb surface finish for injection molded core body utilization. With DC-04 and its sister material, DC-06, our newest material will be an extension of the formulations available from Core-Tech for injection molded cores.
Challenges solved.
Most reputable ceramic core producers know the challenges of injecting complex shapes, particularly those with trailing edges on the thin side. It’s difficult to inject the core material with consistent results while not producing a great deal of scrap along the way. The cost of that scrap is typically factored into the overall cost of the cores. With Core-Tech’s exclusive material, the injection process is far more efficient simply because this specially formulated material flows much better during the injection process. It is able to fill the trailing edges and pedestals of complex molds better than any other material currently available. And because the injection process using DC-formulated materials requires much less pressure, die wear is reduced, saving early replacement costs of the die.
Improved material science in cores results in greater yields.
Specifying Core-Tech’s DC formulations for aerospace applications will produce greater yields, simply because the ceramic core produced with this material will perform better and therefore produce less scrap. Cores made with DC-formulated material with complex geometric shapes have increased yield rates during injection. Improved surface quality decreases post-firing finishing processes to help shorten lead times.
As ceramic core materials continue to evolve and the design of turbine engines become more and more complex, trickle-down effects are felt by most industries that serve and support the prime manufacturers. New designs for complex airfoils and fan blades require a new approach to producing the ceramic cores needed for castings. Core-Tech continues to meet the challenge with the availability of the DC family of core formulations.
Injection Molded Core Body Utilization
DC-04L
Equiaxed, DS, and single crystal casting applications, ferrous, nickel and cobalt-based super alloys
DC-06L
Equiaxed, DS, and single crystal casting applications, ferrous, nickel and cobalt-based super alloys
Click here for Safety Data Sheet
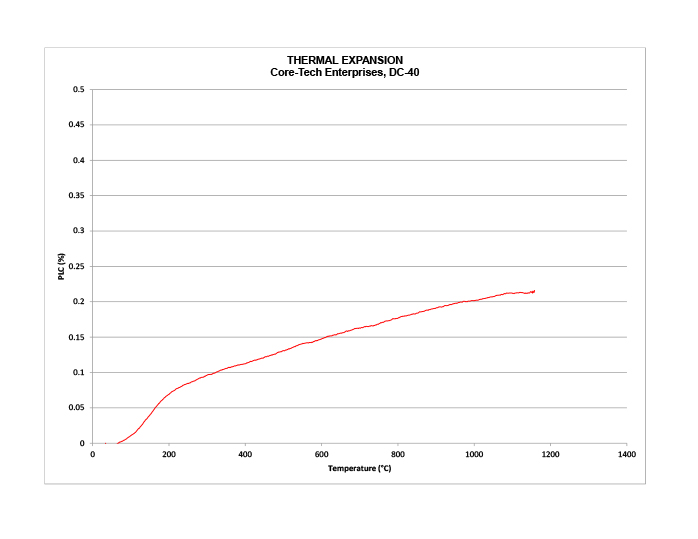
DC-40
Optimized for aluminum castings where core removal is done by grit/water-blasting
Click here for Safety Data Sheet
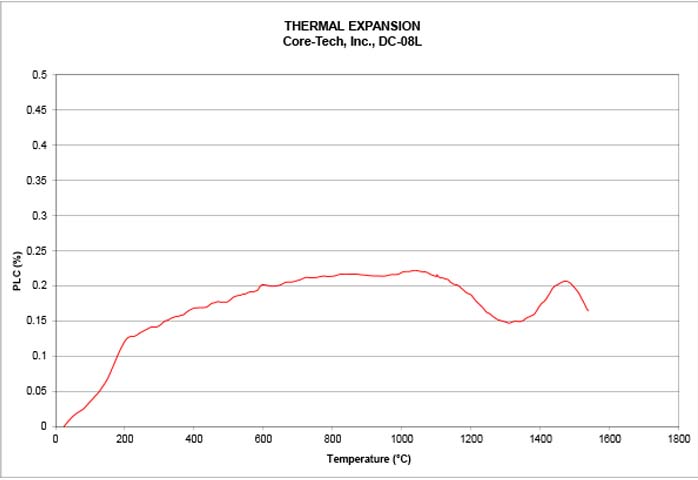
DC-08L
Equiaxed, DS, and single crystal casting applications, ferrous, nickel and cobalt-based super alloys
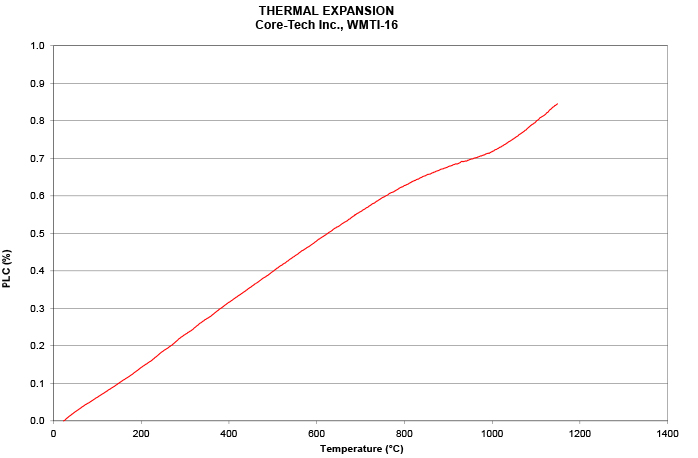
WMTI-16
Poured Core Body Utilization
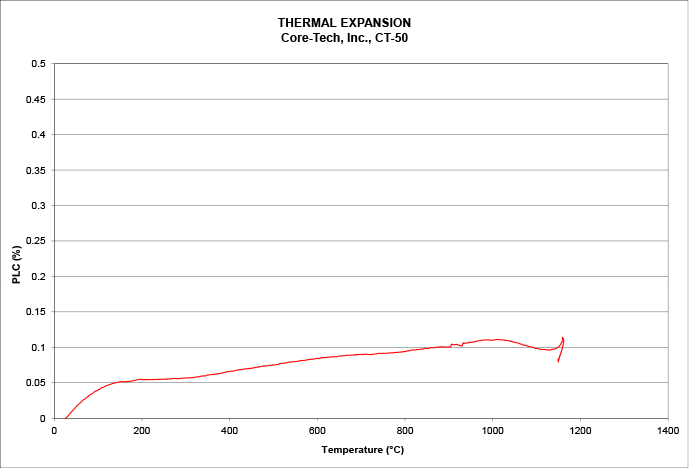
CT-50
Equiaxed, air melt & vacuum cobalt and nickel-based superalloys, stainless steels, aluminum
Click here for Safety Data Sheet
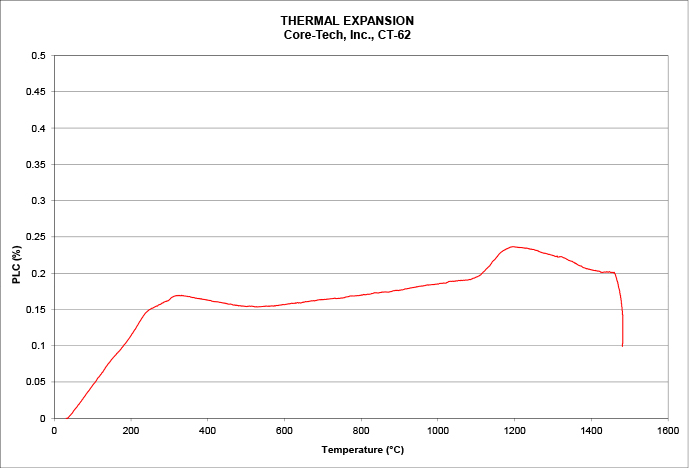
CT-62
Extruded and Form Ground Core Body Utilization
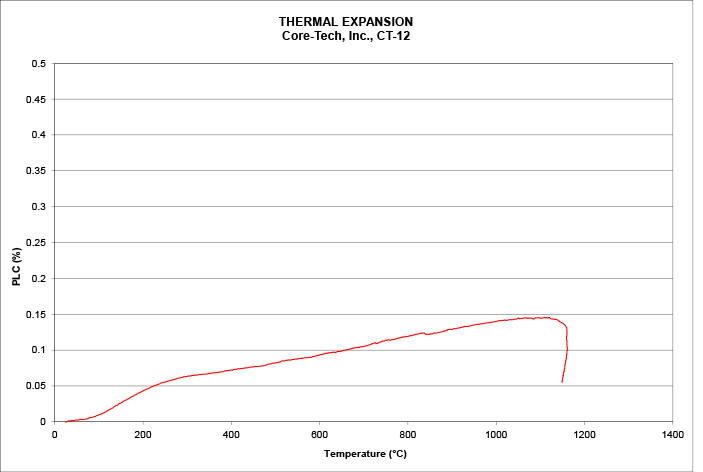
CT-12
Low strength and fast leaching silica-based material for mold plugs, rods, and shapes
Click here for Safety Data Sheet
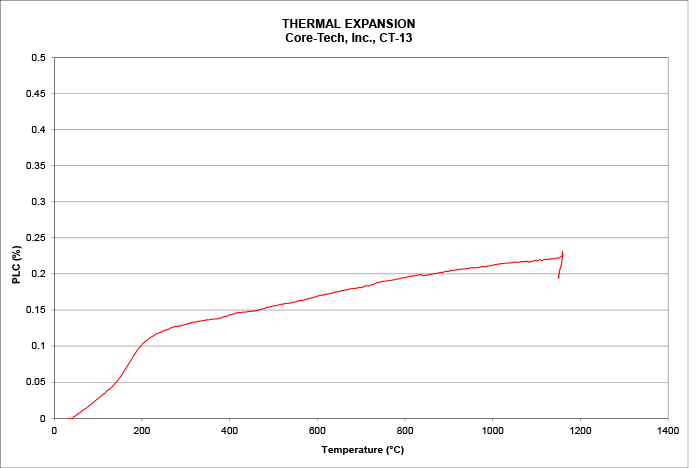
CT-13
Intermediate strength and fast leaching silica-based material for mold plugs, rods, shapes, and supports
Click here for Safety Data Sheet
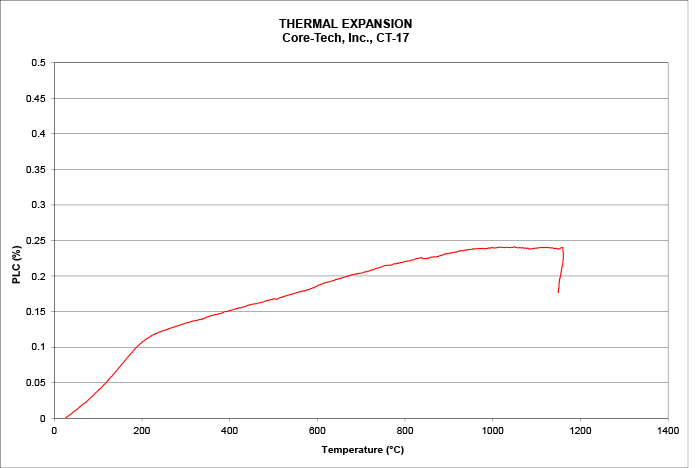
CT-17
High strength silica-based material for mold plugs, rods, shapes, and supports
Click here for Safety Data Sheet